U Tube Heat Exchanger

United Heat Exchangers, a leading U Tube Heat Exchanger Manufacturer and Supplier in India, delivers precision-engineered heat exchangers built to perform in demanding thermal environments. Our U Tube Heat Exchangers are ideal for high-pressure and high-temperature applications across diverse sectors including petrochemicals, refineries, pharmaceuticals, food processing, and power generation. Featuring a space-saving, corrosion-resistant U-shaped tube design, these exchangers allow for efficient thermal expansion and easy tube cleaning. Available in a range of materials like stainless steel, carbon steel, copper, and exotic alloys, our solutions ensure excellent heat transfer efficiency, reduced maintenance downtime, and enhanced durability for critical industrial processes.
What is a U-Tube Heat Exchanger?
A U-tube heat exchanger is a robust and efficient shell and tube heat exchanger used for high-temperature and high-pressure heat transfer applications. It features a bundle of U-shaped tubes enclosed in a shell, allowing two fluids to exchange heat efficiently without mixing. The U-shaped design handles thermal expansion effectively and offers a long service life. With a removable tube bundle for easy maintenance, it is ideal for power plants, chemical industries, refineries, and HVAC systems.Types of U Tube Heat Exchangers
| Type | Description | Ideal Industry |
|---|---|---|
| Stainless Steel | Corrosion-resistant, durable | Chemical, Food Processing |
| Copper Alloy | Excellent thermal conductivity | HVAC, Refrigeration |
| Titanium | High resistance to seawater | Marine, Desalination |
| Carbon Steel | Economical and strong | Power Plants, Refineries |
Key Components of a U-Tube Heat Exchanger Explained
A U-tube heat exchanger is a type of shell and tube heat exchanger designed to handle high temperatures, pressure changes, and thermal expansion. It is widely used in industries like power generation, oil and gas, chemical processing, and HVAC. Below are the main parts that make up a U-tube heat exchanger:1. U-Tube Bundle
This is the core of the heat exchanger. It contains several U-shaped tubes that carry one of the fluids. The U-shape allows the tubes to expand and contract with temperature changes without causing stress or damage.2. Tube Sheet
The tube sheet is a thick metal plate that holds and seals the straight ends of the U-tubes. It keeps the two fluids from mixing and provides strong support for the tube bundle.3. Shell
The shell is the outer body of the heat exchanger. The second fluid flows inside the shell and around the tubes to exchange heat. The shell is usually made of steel and designed to handle high pressure.4. Baffles
Baffles are flat metal plates placed inside the shell. They direct the flow of the shell-side fluid across the tubes to improve heat transfer. Baffles also support the tubes and reduce vibration.5. Channel Head (Bonnet)
The channel head is the front section of the heat exchanger on the tube side. It helps distribute the fluid into the U-tubes and collect it when it comes out. It is also the access point for cleaning and maintenance.6. Tie Rods and Spacers
Tie rods and spacers hold the baffles in place and maintain the correct distance between them. They keep the internal structure stable during operation.7. Support Plates
Support plates provide extra support to the tubes and help keep them in position. This is especially important in large units or in systems with high flow rates.8. Inlet and Outlet Nozzles
These are the openings where fluids enter and exit the heat exchanger. There are separate nozzles for the shell side and the tube side.Working Principle of U-Tube Heat Exchangers in Industrial Settings
U-tube heat exchangers operate on the principle of indirect heat transfer, allowing thermal energy to pass between two fluids without mixing. The design features a bundle of U-shaped tubes housed in a shell, making it ideal for corrosive fluids, closed-loop systems, and applications requiring thermal expansion flexibility.1. Fluid Flow Configuration
- Tube-side fluid flows through the U-shaped tubes.
- Shell-side fluid circulates around the tubes within the shell.
2. Heat Transfer Process
As the hot fluid flows through the U-tubes, heat transfers through the tube walls to the cooler fluid in the shell. Efficiency depends on surface area, temperature difference, material conductivity, and flow dynamics. The U-bend enables a compact footprint while managing thermal stress effectively.3. Flow Design: Counter Flow vs. Parallel Flow
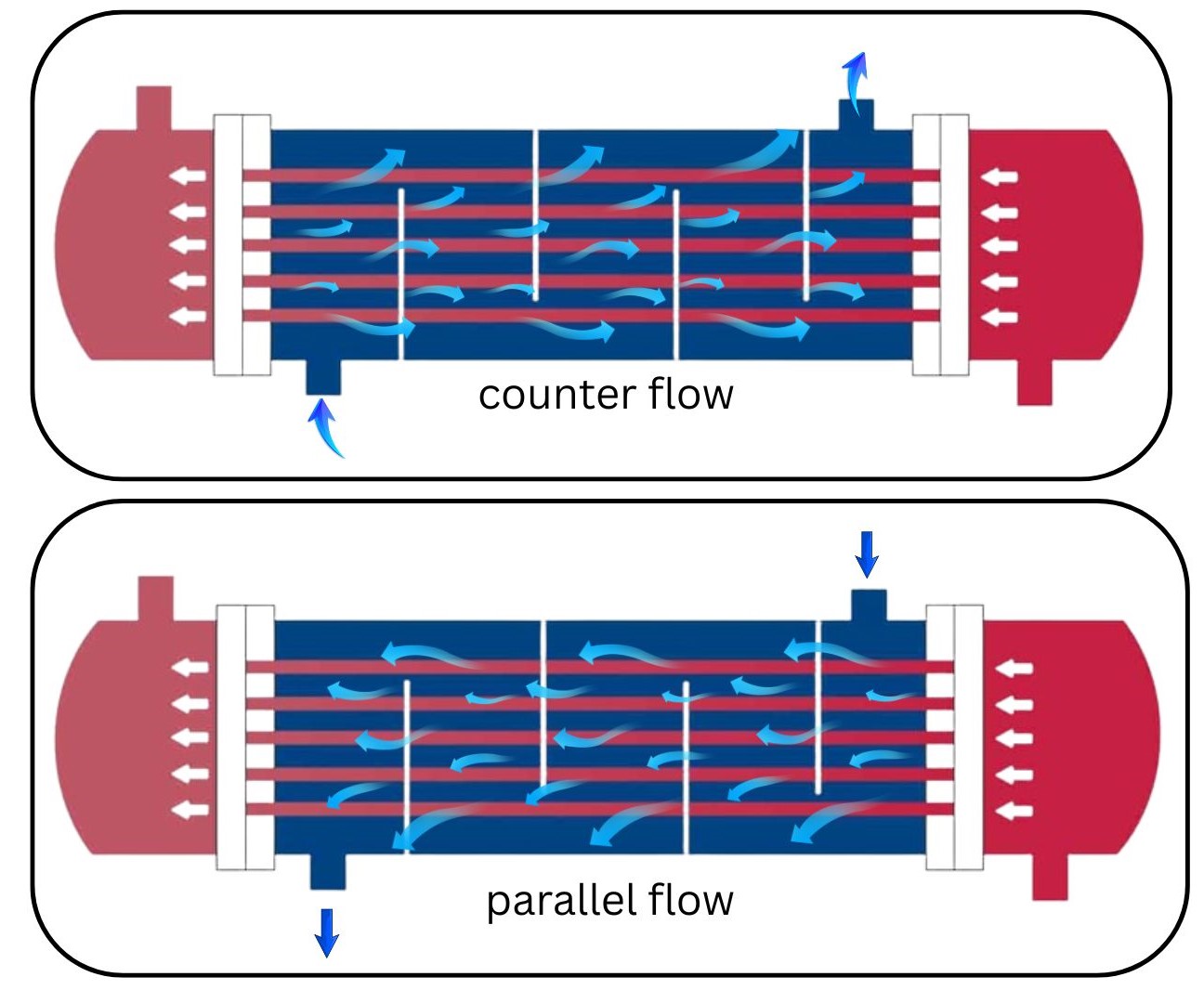
- Counter Flow: Fluids move in opposite directions, maximizing the temperature gradient and heat transfer rate.
- Parallel Flow: Fluids move in the same direction, suited for applications needing precise outlet temperature control.
4. Enhanced Efficiency Through Turbulence
Baffles inside the shell direct fluid in a zigzag path, promoting turbulence. The U-tube shape naturally enhances turbulence inside the tubes. This disrupts thermal boundary layers, boosts convective heat transfer, and reduces fouling.5. Continuous, Stable Operation
Built for 24/7 industrial use, U-tube heat exchangers handle thermal cycling and pressure fluctuations with ease. The curved tubes minimize mechanical stress, supporting long-term, stable performance.6. Self-Cleaning Effect & Low Fouling
The geometry of U-tubes and flow-induced turbulence provide a self-cleaning effect, reducing scale buildup. This minimizes downtime and extends the maintenance cycle.7. Customization & Industry Adaptability
U-tube heat exchangers can be customized for a wide range of pressures, temperatures, flow rates, and fluid types. Suitable for aggressive chemicals, high-pressure steam, refrigerants, and chilled water, they are widely used across power generation, pharmaceuticals, food processing, and petrochemical industries.Key Characteristics of a U-Tube Heat Exchanger
1. Heat Transfer Capacity
- Engineered for optimal surface area.
- Supports high-efficiency thermal exchange across a wide range of fluids.
- Ideal for both heating and cooling applications.
2. Flow Rate
- Adaptable to varied flow rates.
- Supports counterflow, parallel flow, and cross-flow patterns.
3. Temperature and Pressure Capabilities
- Operates efficiently under high temperature (up to 600°C) and pressure.
- High resistance to thermal stress due to U-tube design.
4. Power Consumption
- Minimizes energy use by maximizing thermal efficiency.
- Suitable for integration with low-energy input systems.
5. Cost Minimization
- Reduced maintenance needs.
- Long operational lifespan with minimal downtime.
- Lower initial investment for compact systems.
6. CO? Emissions Control
- Improves energy efficiency.
- Helps meet industrial emissions regulations.
- Environmentally sustainable with optional eco-coatings.
7. Industrial Benefits
- Reliable operation under fluctuating load conditions.
- Easy integration into existing industrial setups.
Industrial Applications of U-Tube Heat Exchangers
HVAC Systems
U-tube heat exchangers are integral to commercial and industrial HVAC systems, enabling efficient heat exchange between indoor and outdoor environments. They support precise temperature regulation and contribute to overall energy efficiency in heating and cooling operations.Power Generation
In power plants, U-tube exchangers are employed in processes such as steam generation, condensation, and turbine cooling. Their high thermal efficiency enhances system performance, ensuring operational stability and maximizing energy output.Oil Refining
These exchangers are vital in crude oil refining, supporting heat transfer in processes like distillation, catalytic cracking, and desalting. They help improve process efficiency and the quality of final petroleum products such as fuels and lubricants.Chemical Processing
In the chemical industry, U-tube heat exchangers are used for heating, cooling, and condensing fluids in reactors and distillation units. Their ability to maintain consistent temperatures enables safe, efficient, and accurate chemical processing.Metal Processing
U-tube exchangers are used in heat treatment applications such as annealing and quenching. They maintain controlled temperatures during metallurgical processes, ensuring the desired strength and properties of metal products.Pharmaceutical Industry Applications
Sterilization
Used extensively in pharmaceutical manufacturing, U-tube heat exchangers support the sterilization of liquids, equipment, and packaging materials. They ensure compliance with stringent hygiene and safety standards.Drug Manufacturing
These exchangers provide accurate temperature control in key pharmaceutical processes like crystallization, drying, and evaporation. This contributes to consistent product quality and reliable production outcomes.Cleanroom Environments
Integrated within cleanroom HVAC systems, U-tube exchangers help maintain stable temperature and humidity conditions necessary for pharmaceutical formulation, production, and storage.Chemical Industry Applications
Reaction Cooling
U-tube heat exchangers are used to manage the heat released during exothermic chemical reactions. They enable precise thermal control, which is critical for product quality and process safety.Solvent Recovery
In chemical plants, these exchangers facilitate the condensation of vapors during solvent recovery operations. They allow for the effective recycling and reuse of solvents, reducing waste and improving cost-efficiency.Distillation
They are used in distillation columns to transfer heat between ascending vapors and descending liquids. This supports the efficient separation of chemical components based on their boiling points.Food Industry Applications
Pasteurization
U-tube heat exchangers play a key role in pasteurizing beverages like milk and juice. They ensure pathogens are destroyed while preserving flavor, texture, and nutritional value.Food Processing
These exchangers are widely used for heating and cooling operations in processes such as cooking, blanching, and sterilization. They help maintain product integrity and extend shelf life.Brewing and Distilling
In breweries and distilleries, U-tube exchangers support efficient heat transfer in stages like mashing, fermentation, and distillation. Their use improves consistency and quality in beverage production.Environmental Sector Applications
Wastewater Treatment
U-tube heat exchangers are utilized in wastewater treatment facilities for thermal processes, including sludge digestion and thermal hydrolysis. They enhance energy recovery and overall treatment efficiency.Geothermal Heating
In geothermal systems, U-tube exchangers transfer heat between underground thermal reservoirs and surface-level circulation systems, providing an efficient solution for sustainable heating and cooling.Renewable Energy
These exchangers contribute to thermal energy recovery in renewable energy systems, including solar thermal power and biomass facilities. They help convert natural energy sources into usable heat for electricity generation or industrial processes.The U-Tube Heat Exchanger is a Superior Alternative for These Heat Exchanger Types
The U-Tube Heat Exchanger stands out as a robust and flexible solution across a variety of industrial applications. Its unique design makes it a superior alternative to several other heat exchanger types:1. Straight Tube Heat Exchangers
Why it's better: U-shaped tubes absorb thermal expansion more effectively, reducing stress and the risk of failure in high-temperature operations.2. Fixed Tube Sheet Shell and Tube Exchangers
Why it's better: Easier tube-side access for maintenance and cleaning without needing to dismantle the entire unit.3. Double-Pipe Heat Exchangers
Why it's better: Greater heat transfer surface in a compact footprint, suitable for higher-capacity applications.4. Plate Heat Exchangers (in specific conditions)
Why it's better: More durable under high pressure, high temperature, or when dealing with dirty, fouling, or corrosive fluids.5. Removable Tube Bundle Designs
Why it's better: Simplified removal and replacement of the tube bundle for regular maintenance or inspection.Why Choose a U-Tube Heat Exchanger?
A U-tube heat exchanger stands out as an innovative solution for efficient heat transfer in demanding industrial environments. Its unique curved tube design and robust construction provide significant advantages over traditional heat exchanger types. Here's why it is a superior alternative:1. Enhanced Thermal Stress Management
Better Adaptability: The U-tube design naturally accommodates thermal expansion and contraction. Unlike straight tube configurations that can suffer from stress-related damage, the curved shape of U-tube heat exchangers minimizes stress buildup, resulting in improved durability and a longer service life.2. Simplified Maintenance and Cleaning
Ease of Access: Maintenance is more straightforward with a U-tube design. The configuration allows for easier cleaning and partial disassembly, reducing downtime and lowering operational costs compared to fixed tube sheet systems.3. Compact Design with Maximum Heat Transfer
Space-Saving Efficiency: By utilizing a compact, U-shaped tube arrangement, these heat exchangers achieve a high heat transfer surface area in a limited space. This makes them ideal for installations where space is at a premium without compromising on performance.4. Superior Performance in Harsh Conditions
Robust Construction: U-Tube Heat Exchangers are well-suited for applications involving high temperatures, high pressures, or corrosive fluids. Their rugged design ensures reliable, long-term performance even under extreme operating conditions, outperforming many alternative designs.5. Versatility Across Industries
Customizable Solutions: These heat exchangers can be tailored to meet specific industry requirements, whether in power generation, oil and gas, chemical processing, or HVAC systems. Their adaptability makes them a versatile choice for a wide range of thermal management challenges.Features of Our U-Tube Heat Exchangers
- High-quality materials for longevity
- Compact footprint
- Corrosion- and chemical-resistant design
- ASME and ISO certified manufacturing
Additional Features
- Custom dimensions for space optimization
- Anti-vibration baffle design
- Removable tube bundles for easy maintenance
- Multi-pass flow options
Benefits You’ll Experience with Our U-Tube Heat Exchangers
- Enhanced Productivity: Faster heating/cooling cycles.
- Lower Maintenance Costs: Easy access and self-cleaning designs.
- Energy Savings: High thermal efficiency reduces power usage.
- Environmentally Friendly: Lower emissions and sustainable design.
- Custom-Fit: Tailored to your unique application needs.
Our Commitment to Quality and Innovation
At United Heat Exchangers, we blend tradition with innovation. Our products undergo stringent quality checks, material traceability, and performance validation to ensure every heat exchanger meets your expectations and industry standards.Why United Heat Exchangers?
- 25+ years of industry expertise
- In-house R&D for continuous product improvement
- 1000+ satisfied customers globally
- Quick turnaround and global delivery
- Dedicated technical support team
Conclusion
The U-Tube Heat Exchanger is an engineering marvel combining performance, reliability, and environmental consciousness. Whether you're in petrochemicals or pharmaceuticals, choosing United Heat Exchangers means choosing long-term efficiency and world-class quality. Let us help you design the perfect solution to meet your industrial heat exchange needs.Frequently Asked Questions (FAQ)
1. What is a U-tube heat exchanger?
A U-tube heat exchanger is a shell and tube type exchanger featuring U-shaped tubes, ideal for handling high temperatures and pressures. It allows efficient heat transfer between two fluids without mixing, and its design supports thermal expansion and easy maintenance. 2. What are the main parts of a U-tube heat exchanger?
- U-Tube Bundle: Carries fluid; allows thermal expansion.
- Tube Sheet: Seals tube ends and prevents fluid mixing.
- Shell: Outer body where the second fluid flows.
- Baffles: Improve heat transfer by directing fluid flow.
- Channel Head: Distributes and collects tube-side fluid.
- Nozzles: Fluid entry and exit points.
3. How does it work?
Hot fluid flows through U-shaped tubes while a cooler fluid flows in the shell. Heat transfers through tube walls without fluid mixing. Baffles create turbulence to boost efficiency, and the U-shape helps reduce stress from thermal expansion.4. What are the advantages of a U-tube design?
- Manages thermal stress better than straight tubes
- Easier cleaning and maintenance
- Compact design with high heat transfer
- Durable under high pressure/temperature
- Versatile for various industries
5. In which industries are U-tube heat exchangers used?
- Power Generation
- Oil & Gas Refining
- Chemical & Pharmaceutical Processing
- HVAC Systems
- Food & Beverage
- Environmental and Renewable Energy
6. What materials are available?
- Stainless Steel: Corrosion-resistant
- Copper Alloy: High thermal conductivity
- Titanium: Seawater and chemical resistance
- Carbon Steel: Economical and strong
7. Why choose United Heat Exchangers?
- 25+ years of experience
- Custom-built, ASME/ISO-certified units
- Quick delivery, global reach
- In-house R&D and technical support