Author: Senthil Kumar, Technical Director | Updated: May 2026
Table of Contents
- What Is a Brazed Plate Heat Exchanger?
- Copper Brazed vs Nickel Brazed — Full Comparison
- How It Works
- Construction and Components Explained
- Types of Brazed Plate Heat Exchangers
- Design Specifications and Standards
- BPHE vs Gasketed PHE vs Shell and Tube
- Industries and Applications
- Refrigerant Compatibility Guide
- How to Select the Right BPHE
- Maintenance and Service Life Guide
- Why United Heat Exchangers
- Delivery and What's Included
- Frequently Asked Questions
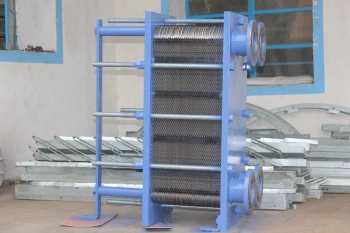
What Is a Brazed Plate Heat Exchanger?
A brazed plate heat exchanger (BPHE) is a compact heat exchanger made from corrugated stainless steel plates fused together with copper or nickel brazing filler in a vacuum furnace — creating a single sealed unit with no gaskets, no bolts, and no external frame.
The vacuum brazing process flows filler metal into every gap between adjacent plates by capillary action at high temperature. When cooled, the filler solidifies into a fully bonded, leak-free block. The corrugated plate pattern creates alternating channels where two fluids exchange heat in counter-current flow without mixing.
As a leading brazed plate heat exchanger manufacturer in India, United Heat Exchangers supplies copper brazed and nickel brazed BPHEs for HVAC, refrigeration, ammonia systems, oil cooling, heat pumps, and industrial process — with a written thermal performance guarantee on every unit.
Copper Brazed vs Nickel Brazed — Full Comparison
The brazing filler material is the most consequential specification decision when ordering a BPHE. Copper and nickel serve different fluid chemistries, temperature ranges, and industry sectors — and getting this wrong means ordering a replacement unit within months.
🟤 Copper Brazed BPHE
Standard specification — HVAC, refrigeration, oil, glycol| Braze Filler | 99.9% pure copper |
| Plate Material | AISI 316L stainless steel |
| Max Pressure | 30–45 bar standard |
| Max Temperature | 200°C |
| Compatible Fluids | Water, glycol, HFC/HFO refrigerants (R134a, R410A, R32, R407C), mineral oils, hydraulic oil, diesel fuel |
| Not Compatible | Strong acids, ammonia, saltwater above trace chlorides, deionized water, and drinking water in certain areas |
| Cost | Lower — most economical BPHE construction |
| Best For | HVAC chillers, heat pumps, refrigeration condensers and evaporators, oil coolers, solar thermal, hydronic heating |
⚪ Nickel Brazed BPHE
Ammonia, high temperature, drinking water, aggressive chemicals| Braze Filler | Nickel alloy filler |
| Plate Material | AISI 316L stainless steel |
| Max Pressure | 40–50 bar standard |
| Max Temperature | 400°C |
| Compatible Fluids | Ammonia (R717), deionised water, drinking water, aggressive industrial chemicals, CO₂ refrigerant |
| Not Compatible | Strong oxidising acids at high concentration; check specific chemistry before specifying |
| Cost | Higher — nickel filler premium over copper, justified by compatibility and temperature range |
| Best For | Industrial ammonia refrigeration, food and beverage cooling, pharmaceutical water systems, high-temperature process duties |
💡 Ammonia always requires nickel brazing. Ammonia attacks copper aggressively — even trace copper contamination causes rapid corrosion of a copper brazed BPHE. If your system uses ammonia refrigerant (R717) at any concentration, nickel brazed is mandatory. United Heat Exchangers verifies refrigerant compatibility before accepting every BPHE order.
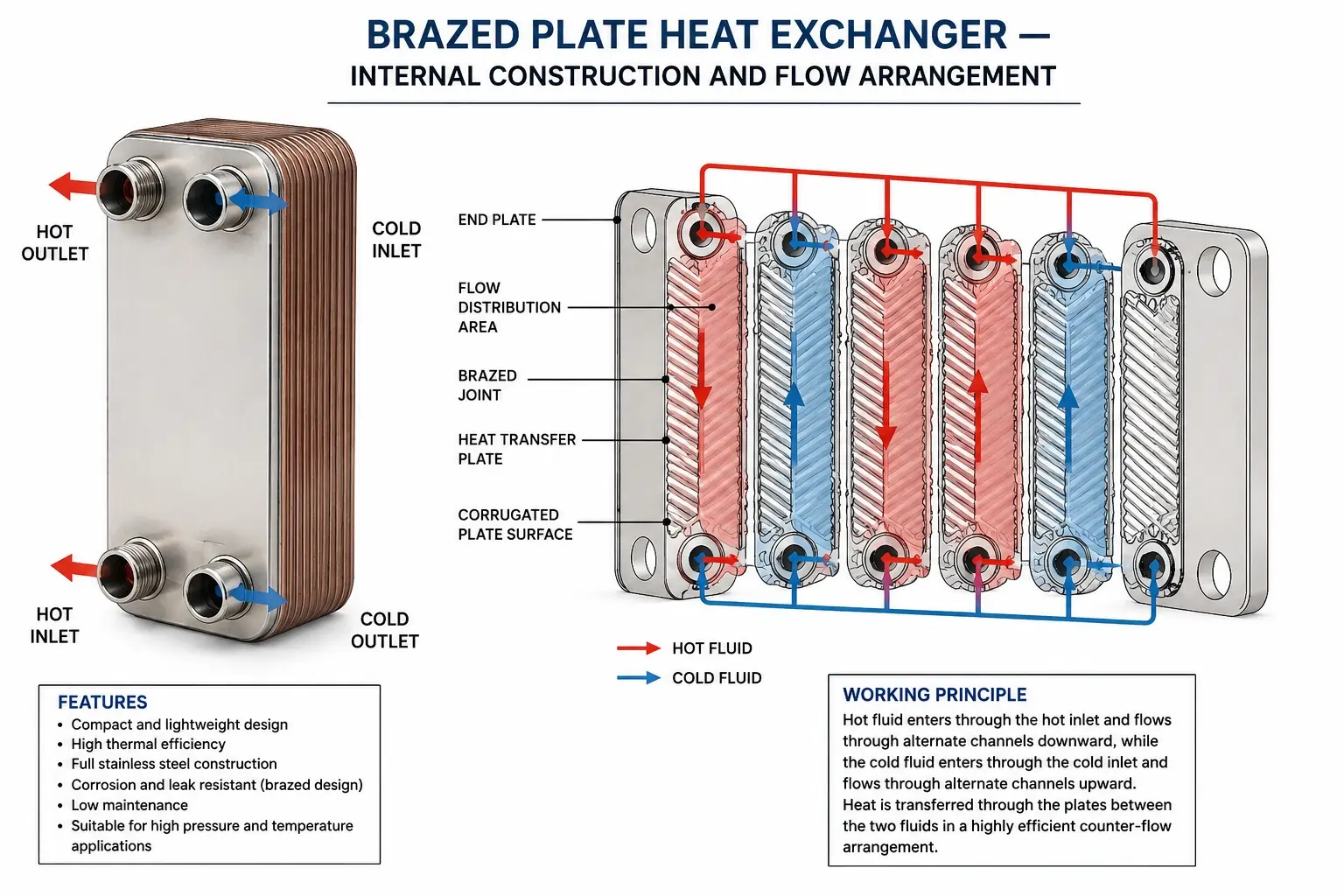
How a Brazed Plate Heat Exchanger Works
The principle is straightforward. The engineering excellence is in the corrugated plate geometry that delivers heat transfer coefficients 3–5× higher than plain tubes at comparable flow velocities.
Hot Fluid Enters
Hot fluid enters through the top inlet port and distributes into every alternate channel formed between the corrugated plates.
Cold Fluid Enters Opposite
Cold fluid enters through the bottom inlet port and flows upward through the remaining alternating channels — creating true counter-current flow against the hot stream.
Turbulence Intensifies
BPHEs achieve 85–90% thermal efficacy because the boundary layer is constantly disrupted by chevron-pattern corrugations, which produce strong turbulence at low velocity.
Heat Transfers Through Thin Walls
Thermal energy passes through 0.4–0.6 mm stainless steel plate walls between adjacent hot and cold channels — thin walls with high conductivity maximize heat transfer rate per unit area.
Fluids Exit Separately
Cooled hot fluid exits the bottom outlet port; heated cold fluid exits the top outlet port — fully separated with zero cross-contamination through the entire flow path.
💡 Counter-current flow enables temperature crossovers: In a BPHE, cold fluid exits warmer than hot fluid exits — a temperature crossover that a shell and tube exchanger requires multiple shells to achieve. This property makes BPHEs ideal for heat recovery duties where recovering the last few degrees of heat has measurable energy value.
Construction and Components Explained
BPHE cross-section — 316L stainless plates 0.4–0.6 mm thick, alternating hot and cold channels, vacuum-brazed filler sealing every plate interface into a single sealed block
Corrugated Stainless Steel Plates
316L stainless steel plate, 0.4–0.6 mm thick, pressed into a chevron or herringbone corrugation pattern. The corrugation creates turbulence at low flow velocity — the physical reason why BPHEs achieve 3–5× higher heat transfer coefficients than plain tubes at equivalent flow rates.
Brazing Filler — Copper or Nickel
Thin metal foil placed between each plate pair before furnace brazing. At brazing temperature, filler liquefies and capillary flow carries it into every contact point. On cooling, it solidifies into a full metallurgical bond — joining every plate and sealing every channel with zero separate sealing material.
Vacuum Furnace Bond
The assembled plate stack is brazed in a vacuum furnace at controlled temperature — oxygen is absent, preventing plate oxidation and ensuring clean metallurgical bonds at every contact point. The vacuum process is what gives BPHE its superior pressure resistance and the absence of any joint-related leak paths.
Inlet and Outlet Ports
Four threaded, welded, or flanged connection ports — two per fluid circuit. Ports are located at diagonal corners of the plate stack to ensure counter-current flow: hot fluid enters top-left, exits bottom-left; cold fluid enters bottom-right, exits top-right. Port material matches the plate and filler metallurgy.
End Plates (Top and Bottom)
Solid stainless steel end plates without corrugations — thicker than the inner plates — form the structural boundary of the BPHE block. They carry the port connections and bear the full internal pressure load. End plate thickness is sized for the design pressure rating of the unit.
Alternating Flow Channels
Each pair of adjacent plates forms one channel — carrying either hot or cold fluid in alternating sequence. Hot channels and cold channels share every plate wall — maximising the heat transfer surface between the two fluids. The number of channels determines the total heat transfer surface area of the BPHE.
Types of Brazed Plate Heat Exchangers
BPHEs are available in several configurations suited to different duty types — single-phase, two-phase, asymmetric flow, and double-wall construction for applications where fluid cross-contamination must be prevented by design.
Standard Single-Circuit BPHE
Two fluid streams — the most common configurationOne hot fluid and one cold fluid, each flowing through alternating channels in counter-current or cross-flow arrangement. Four connection ports. The baseline BPHE configuration for HVAC, refrigeration, oil cooling, and process heat exchange.
- Two-fluid counter-current or cross-flow arrangement
- Copper or nickel brazed depending on fluid compatibility
- Used in heat pumps, chillers, condensers, evaporators, oil coolers
- Smallest footprint for a given heat duty
Double-Wall BPHE
Safety construction — prevents cross-contamination by designEach plate wall between hot and cold channels is doubled — two plates with a visible leak detection space between them. If either plate perforates, fluid leaks into the gap and drips from the visible leak detection groove rather than crossing into the opposite circuit.
- Mandatory where fluid mixing would be toxic, regulatory non-compliant, or commercially unacceptable
- Standard in potable water heating with refrigerant, domestic hot water heat pumps, food-grade cooling
- 20–30% larger than equivalent single-wall BPHE for the same heat duty
- Leak detection groove visible externally — early failure warning without shutdown
Multi-Circuit BPHE
Three or more fluid streams — single unit, multiple dutiesThree distinct fluid streams can exchange heat within a single brazed block thanks to the arrangement of plates in groups of three or more circuits. Reduces the number of separate heat exchangers and piping connections required on a skid or system.
- Three-fluid heat exchange in one compact unit
- Used in heat recovery systems, tri-generation plants, and complex refrigeration cycles
- Reduces total equipment count, piping length, and installation cost on complex skids
- Custom plate arrangement required — longer design and lead time than standard BPHE
Asymmetric Channel BPHE
Unequal flow rates — optimised for condensers and evaporatorsDifferent corrugation depths on alternating plate pairs create channels of unequal cross-section — a wide channel for the high-volume refrigerant side and a narrow channel for the cooling water side. Reduces refrigerant pressure drop while maintaining the required water-side heat transfer.
- Reduces refrigerant-side pressure drop in evaporator and condenser duties
- reduces the expense and environmental impact of refrigerant.
- Used in modern high-efficiency HVAC chillers and heat pumps
- Compatible with low-GWP refrigerants including R290 and CO₂
High-Pressure CO₂ BPHE
CO₂ transcritical systems — rated to 130 barSpecially designed for CO₂ (R744) transcritical refrigeration — where high-side pressure exceeds 90 bar. Thicker end plates, tighter brazing filler distribution, and specially selected port connections handle the extreme pressure differential of transcritical CO₂ cycles.
- On the high-pressure side, design pressure can reach 130 bar.
- Used in CO₂ supermarket refrigeration, heat pump water heaters, and industrial CO₂ systems
- Zero GWP refrigerant — future-proof against upcoming F-gas regulation phase-downs
- Construction using nickel brazing for CO2 and combined CO2/water service
Weld-End / Flanged BPHE
Heavy industrial connections — weld-in or flanged to pipeStandard BPHEs use threaded or male nipple connections suitable for light-duty piping. Weld-end and flanged variants add welded stubs or full ANSI/DIN flanges to the port connections — required for high-pressure industrial piping, chemical service, or plant codes mandating flanged connections.
- There are ANSI 150#, 300#, or DIN flanged ports available.
- Required for industrial gas and chemical process piping connections
- Weld-end stub connections for permanent installation and high-pressure service
- Material matched to the BPHE plate and filler — 316L stainless flanges standard
Brazed Plate Heat Exchanger — Design Specifications
| Specification | Copper Brazed BPHE | Nickel Brazed BPHE |
|---|---|---|
| Plate Material | AISI 316L stainless steel | AISI 316L stainless steel |
| Brazing Filler | 99.9% copper | Nickel alloy |
| Design Pressure | 30–45 bar standard; 130 bar CO₂ high-pressure variant | 40–50 bar standard |
| Design Temperature | -160°C to +200°C | -160°C to +400°C |
| Plate Thickness | 0.4–0.6 mm | 0.4–0.6 mm |
| Number of Plates | 10 to 500+ plates per unit | 10 to 500+ plates per unit |
| Heat Duty Range | 1 kW to 5,000+ kW per unit | 1 kW to 3,000+ kW per unit |
| Port Connections | Threaded, male NPT, weld-end, ANSI / DIN flanged | Threaded, male NPT, weld-end, ANSI / DIN flanged |
| Refrigerant Compatibility | R134a, R410A, R32, R407C, R22, R404A, R290 (propane), R600a (isobutane) | R717 (ammonia), R744 (CO₂), R290 |
| Thermal Effectiveness | 85–90% | 85–90% |
| Certification | ASME, PED (Europe), ISO 9001:2015 | ASME, PED (Europe), ISO 9001:2015 |
BPHE vs Gasketed PHE vs Shell and Tube
| Criterion | Brazed Plate (BPHE) | Gasketed PHE | Shell and Tube |
|---|---|---|---|
| Footprint | Smallest — up to 90% smaller than shell and tube | Small — larger than BPHE due to frame | ⚠ Largest for equivalent duty |
| Max Pressure | Up to 130 bar (CO₂ variant); 30–45 bar standard | ⚠ Limited by gasket — typically 25 bar | Very high — 350+ bar achievable |
| Field Maintenance | Not field-disassemblable — chemical CIP cleaning only | Fully disassemblable — plates removed and cleaned mechanically | Bundle pull or tube rodding — full mechanical access |
| Fouling Resistance | ⚠ Low — suitable for clean fluids only; fouling reduces performance rapidly | Moderate — field cleanable handles moderate fouling | Highest — mechanical cleaning handles severe fouling |
| Thermal Effectiveness | 85–90% — highest among all three types | 80–88% | ⚠ 65–75% in clean service |
| Refrigerant Service | Best fit — designed for refrigerant evaporator and condenser duty | ⚠ Semi-welded PHE for refrigerant; standard gasketed not suitable | ⚠ Used but larger and less thermally efficient than BPHE |
| Capital Cost | Lowest for clean, moderate-pressure service | ⚠ Higher than BPHE — frame and gaskets add cost | ⚠ Higher for equivalent duty in clean service |
| Best Application | Clean fluids, HVAC, refrigeration, oil cooling, heat pumps, compact skids | Moderate fouling, adjustable capacity, chemical compatibility concern | Heavy fouling, very high pressure, two-phase shell-side, lethal fluid service |
Industries and Applications
HVAC — Air Conditioning Chillers
Copper brazed — R410A, R32, R134aIndustrial Refrigeration — Ammonia
Nickel brazed mandatory — R717 (ammonia)Heat Pumps — Residential and Commercial
Copper brazed — R290, R32, R410A, R134aCO₂ Transcritical Refrigeration
High-pressure nickel brazed — R744, rated to 130 barHydraulic and Lube Oil Cooling
Copper brazed — mineral and synthetic oilsDomestic Hot Water — District Heating
Double-wall copper or nickel brazed — potable waterMarine — Engine Cooling
Nickel brazed — freshwater to seawaterFood and Beverage Processing
Nickel brazed — hygienic, CIP-compatibleCopper and Nickel Brazed Plate Heat Exchangers for Every Industry
HVAC chillers to industrial ammonia refrigeration — custom-engineered BPHE with written thermal guarantee. ASME certified. Free quote in 48 hours from Coimbatore, India.
Request My Free Quote →Refrigerant Compatibility Guide for Brazed Plate Heat Exchangers
Specifying the wrong brazing filler for the refrigerant system is the most common BPHE selection error. This table covers every major refrigerant in current use.
| Refrigerant | Name / Type | Brazing Required | Notes |
|---|---|---|---|
| R134a | HFC — single component | Copper brazed | Standard chiller and automotive AC refrigerant — fully copper compatible |
| R410A | HFC blend — high pressure | Copper brazed | The most widely used copper brazed standard commercial air conditioning refrigerant worldwide |
| R32 | HFC — low GWP, high pressure | Copper brazed | Replacement for R410A in residential and commercial AC systems |
| R407C | HFC blend — zeotropic | Copper brazed | R22 replacement — temperature glide requires careful evaporator sizing |
| R290 | Propane — natural refrigerant | Copper or nickel brazed | Flammable — A3 safety class; BPHE size restrictions apply per safety code |
| R600a | Isobutane — natural refrigerant | Copper or nickel brazed | Domestic refrigerators predominantly; A3 safety class — small charge only |
| R717 (Ammonia) | Natural refrigerant — industrial | ⚠ Nickel brazed ONLY | Copper attacked rapidly by ammonia — copper brazed BPHE will fail within weeks |
| R744 (CO₂) | Natural refrigerant — transcritical | Nickel brazed — HP rated | Transcritical high-side pressure exceeds 90 bar — requires CO₂-rated BPHE to 130 bar |
| R22 | HCFC — legacy refrigerant | Copper brazed | Phase-out in progress globally; replacement with R407C or R32 in existing systems |
| R404A | HFC blend — commercial refrigeration | Copper brazed | High GWP — transitioning to lower-GWP alternatives in new installations |
How to Choose the Best Heat Exchanger with Brazed Plates
Confirm Fluid and Refrigerant Compatibility
Identify both fluid streams and specify copper or nickel brazing accordingly. Ammonia, deionized water, CO₂, and aggressive chemicals — nickel. Water, glycol, HFCs, oils — copper. This single decision defines the BPHE construction before any sizing begins.
Confirm Design Pressure
Check the maximum system pressure on both circuits — including transient conditions like pump shut-off pressure and refrigerant high-side pressure at maximum ambient. Specify design pressure 20–30% above maximum operating pressure to ensure code compliance and margin for pressure spikes.
Define the Heat Duty and Temperatures
Provide hot fluid inlet and outlet temperatures, cold fluid inlet and outlet temperatures, and heat duty in kW. If fluids change phase — refrigerant evaporation or condensation — specify the saturation temperature and superheat or subcooling required. These four numbers define the BPHE's thermal size.
Specify Allowable Pressure Drop
Define the maximum pressure drop allowable on both sides. Refrigerant pressure drop limits the evaporating temperature lift — excessive drop reduces system efficiency. Water pressure drop limits the pump head required. Tighter pressure drop constraints require a larger BPHE with more plates.
Assess Fouling Risk
If either fluid is moderately fouling — hard water, particulate contamination, glycol degradation — confirm CIP chemical cleaning is feasible before specifying a BPHE. If fouling rate is severe or mechanical cleaning will be required, switch to a gasketed PHE. BPHEs cannot be mechanically cleaned.
Consider Double-Wall Construction
If one fluid is potable water, drinking water, or food-grade, and the other is a refrigerant or heating medium — specify double-wall construction. Most countries have regulations requiring double-wall separation between potable water and any non-food-grade heating or cooling medium in direct contact heat exchangers.
Maintenance and Service Life Guide
BPHEs are designed for minimal maintenance — no gaskets to replace, no bolts to retorque. But that does not mean zero maintenance. The sealed construction requires correct system management to achieve the 10–20 year service life the design supports.
| Task | Frequency | Action |
|---|---|---|
| Performance Monitoring | Monthly — log approach temperature | Track outlet temperatures vs design values at the same flow rate. A rising approach temperature at constant flow is the first sign of fouling — the BPHE is not field-disassemblable, so CIP cleaning is the only response |
| CIP Chemical Cleaning | Annually or when performance degrades by 15%+ | Circulate approved cleaning chemical — dilute nitric acid or citric acid for mineral scale; alkaline detergent for organic fouling. Follow manufacturer concentration, temperature, and contact time limits. Flush with clean water before returning to service |
| Water Treatment Monitoring | Weekly — check inhibitor level and pH | Maintain glycol inhibitor concentration per the glycol manufacturer's specification. Inhibitor depletes over time — under-inhibited glycol attacks stainless steel surfaces. Keep pH between 7.0 and 8.5. Replace glycol fully every 3–5 years |
| Refrigerant Charge Monitoring | Quarterly — check sub cooling and superheat | Confirm the refrigerant system is operating with correct sub cooling and superheat at the BPHE outlets. Low sub cooling indicates low refrigerant charge or excess BPHE fouling — investigate before BPHE damage occurs from liquid refrigerant slugging |
| External Leak Check | Monthly visual inspection | Inspect all four port connections and the visible external surfaces for staining, mineral deposit, or droplet formation. Any external staining indicates a leak at a port joint — address before corrosion penetrates deeper. Double-wall BPHEs — check the leak detection groove monthly |
| Water Hardness Assessment | Annual — water analysis | Hard water above 200 ppm CaCO₃ deposits scale inside the BPHE water channels — significantly reducing heat transfer over 1–2 operating seasons. If water hardness exceeds 100 ppm, consider a water softener upstream or increase CIP cleaning frequency to prevent performance loss |
💡 The service life killer is wrong fluid selection — not age. A correctly specified, properly maintained BPHE typically lasts 15–20 years in service. The most common early failure modes are: copper BPHE exposed to ammonia, untreated hard water building scale, glycol without inhibitor corroding stainless channels, and chlorinated water above 200 ppm causing pitting on 316L plates. None of these are age-related — all are preventable at the design and commissioning stage.
Why Choose United Heat Exchangers for Brazed Plate Heat Exchangers
A BPHE specified with the wrong brazing filler or sized with a generic calculation — rather than a proper thermal rating — will underperform from the first day of operation and cannot be corrected without replacement. United Heat Exchangers eliminates this risk by engineering every BPHE specifically for your fluid, pressure, and duty.
35+ Years Heat Exchanger Manufacturing
Established 1989. BPHEs are one of our core product lines — alongside shell and tube, compact, and air cooled designs. Deep manufacturing experience applied to every unit we produce.
HTRI Thermal Design — Written Guarantee
Every BPHE is thermally sized using HTRI Xchanger Suite. We issue a written thermal performance guarantee. The unit delivers the outlet temperature and heat duty you specify — confirmed before delivery.
ASME Certified — Full Code Compliance
All pressure-rated BPHEs manufactured to ASME BPVC Section VIII. U-Stamp MDR, material certifications, and hydrostatic test certificates issued with every applicable unit. ISO 9001:2015 quality system throughout.
Correct Braze Filler for Your Fluid
We verify refrigerant and fluid compatibility before every BPHE order. Ammonia service — nickel brazing confirmed. CO₂ service — high-pressure variant confirmed. No generic copper-brazed-for-everything default applied to any order.
All BPHE Types — One Manufacturer
Standard, double-wall, multi-circuit, asymmetric channel, CO₂ high-pressure, flanged — all manufactured under one quality system. No need to qualify multiple suppliers for different BPHE types across your project.
Export Ready — Global Markets
BPHEs supplied to customers across the Middle East, Southeast Asia, Europe, and the Americas. ASME certification and complete documentation satisfy local registration requirements in all major markets.
Delivery and What's Included
What's Included with Every BPHE Order
- Written HTRI thermal performance guarantee — outlet temperatures and heat duty confirmed at your stated fluid conditions
- Refrigerant / fluid compatibility confirmation — written confirmation that the specified brazing filler is compatible with your fluid before fabrication begins
- ASME documentation (where applicable) — U-Stamp Manufacturer's Data Report signed by the Authorized Inspector
- Material certifications (MTRs) — mill test reports for stainless steel plate material and brazing filler, traceable to heat number
- Hydrostatic test certificate — both circuits pressure tested to 1.5× design pressure with test records
- Pressure drop performance data — both circuits at design flow and at turndown conditions
- CIP cleaning procedure — approved cleaning chemicals, concentrations, and temperature limits for your specific fluid service
- Operation and maintenance manual — water treatment guide, performance monitoring, leak inspection, and service life best practices
- Lifetime technical support — performance troubleshooting, replacement BPHE sizing, and fluid compatibility verification throughout service life
Get a Free Brazed Plate Heat Exchanger Quote in 48 Hours
Share your hot and cold fluid types, refrigerant, flow rates, inlet and outlet temperatures, design pressure, and any double-wall or flanged connection requirements. Our engineering team selects copper or nickel brazing, sizes the unit, and delivers a technical proposal within 48 hours.
Request My Free Quote →Frequently Asked Questions — Brazed Plate Heat Exchanger
What is a brazed plate heat exchanger (BPHE)?
A brazed plate heat exchanger is a compact heat exchanger made of corrugated 316L stainless steel plates fused together with copper or nickel brazing filler in a vacuum furnace. In comparison to a shell and tube exchanger of comparable workload, the outcome is a sealed, gasket-free, frameless device that provides 85–90% thermal efficacy in a footprint up to 90% less.
What is the difference between copper brazed and nickel brazed plate heat exchangers?
Copper brazed BPHEs are standard for water, glycol, HFC/HFO refrigerants, and mineral oils — up to 200°C and 45 bar. Nickel brazed BPHEs are specified for ammonia (R717), drinking water, CO₂ (R744), deionized water, and aggressive chemicals — up to 400°C and 50 bar. Fluid compatibility with the brazing filler is the critical selection criterion.
Can a brazed plate heat exchanger be used for ammonia refrigeration?
Yes — with nickel brazing only. Ammonia attacks copper rapidly at industrial concentrations. A copper brazed BPHE in ammonia service will fail within weeks through corrosion of the copper filler at plate joints. Nickel brazed BPHEs are fully ammonia-compatible and are the standard BPHE specification for all industrial ammonia refrigeration systems.
What is the maximum pressure and temperature for a brazed plate heat exchanger?
Standard copper brazed BPHEs: up to 45 bar and 200°C. Standard nickel brazed: up to 50 bar and 400°C. CO₂ high-pressure variants: up to 130 bar design pressure for transcortical R744 systems. All pressure ratings are for both circuit sides simultaneously — confirm dual-pressure with the manufacturer when circuits operate at very different pressures.
Can a brazed plate heat exchanger be cleaned?
Not mechanically — the brazed construction is permanent and cannot be disassembled. Chemical CIP (clean-in-place) cleaning is the only cleaning method: circulate an approved cleaning solution at the manufacturer's specified concentration and temperature. For services with significant fouling requiring mechanical tube rodding or brushing, a gasketed plate heat exchanger or shell and tube is more appropriate.
How long does a brazed plate heat exchanger last?
15–20 years is typical for a correctly specified, properly maintained BPHE. Service life is most commonly shortened by four preventable causes: wrong brazing filler for the fluid (copper in ammonia), untreated hard water building scale, glycol without active inhibitor corroding stainless channels, and chlorinated water above recommended limits causing pitting. None are age-related failures — all are addressable at design and commissioning stage.
When should I specify double-wall brazed plate heat exchanger construction?
Specify double-wall construction whenever one fluid is potable water, drinking water, or food-grade process liquid and the other is a refrigerant or industrial heating medium. Most national plumbing and health codes require physical separation between potable water and non-potable heating or cooling fluids. The double-wall BPHE's visible leak detection groove satisfies this requirement by design.
What is the delivery time for a BPHE from United Heat Exchangers?
Standard copper and nickel brazed BPHEs in 316L stainless steel deliver in 2–4 weeks from order confirmation. CO₂ high-pressure, double-wall, multi-circuit, and flanged connection variants deliver in 6–10 weeks. Expedited schedules for urgent replacement units are available on request — contact our team with your timeline and we will confirm the earliest achievable delivery.
Is United Heat Exchangers' brazed plate heat exchanger ASME certified?
Yes. All pressure-rated BPHE units are manufactured to ASME BPVC Section VIII Division 1 where applicable. U-Stamp Manufacturer's Data Report, material certifications, and hydrostatic test certificates are issued with every ASME-stamped unit. United Heat Exchangers holds current ASME U-Stamp and ISO 9001:2015 certifications — independently audited and active.
Author: Senthil Kumar, Technical Director — United Heat Exchangers Pvt. Ltd. | Last Updated: May 2026