What Is a Pressure Vessel?
A pressure vessel is a closed container engineered to hold gases or liquids at pressures significantly above or below atmospheric. The vessel must safely contain that energy—whether it's compressed air, a chemical reaction, or a steam buffer—through correct design, the right material, and a manufacturing process that leaves no room for shortcuts.
As a certified pressure vessel manufacturer in India, United Heat Exchangers designs and fabricates horizontal and vertical vessels, separators, reactors, accumulators, knock-out drums, and custom process vessels for the chemical, oil and gas, pharmaceutical, power generation, food processing, and HVAC sectors — each unit engineered to ASME BPVC Section VIII Division 1 and supplied with full U-Stamp documentation.
35+Years of pressure vessel and heat exchanger manufacturing from Coimbatore, India
ASMEU-Stamp certified — Section VIII Div. 1 pressure vessels, independently audited
300+Bar design pressure capability across standard and high-pressure vessel configurations
ISO9001:2015 quality management — full documentation, traceability, and test records
ASME U-StampSection VIII Div. 1 Certified
ISO 9001:2015Quality Management System
PED CompliantEuropean Pressure Equipment Directive
NDE TestedRT, UT, PT, MT — Every Weld
Full TraceabilityMill Certs to Finished Vessel
Why Pressure Vessel Design Is a Critical Engineering Decision
A pressure vessel failure isn't equipment damage — it's an explosion event with life, environmental, and regulatory consequences.
10 barA 5,000-liter vessel at this pressure contains enough stored energy that catastrophic failure = explosion event
YearsTime it takes for a crack from insufficient corrosion allowance to reach critical size — invisible until too late
$$$Under-specification looks cheap upfront. Replacement, downtime, and liability make it the most expensive choice.
Every Design Decision Before Fabrication Starts Matters
This is why the ASME Boiler and Pressure Vessel Code exists — and why U-Stamp certification is required in most international industrial and offshore environments. Wall thickness, nozzle reinforcement, weld joint efficiency, material selection, corrosion allowance, stress relief treatment — each has a direct bearing on whether the vessel performs safely across its full design life.
The consequences of under-specification are not immediately visible. A crack in a pressure vessel with insufficient corrosion allowance or poor weld inspection may take years to reach critical size. By that point, a hydrostatic retest finds a failure that proper design and inspection would have prevented entirely.
United Heat Exchangers engineers every vessel assuming it will be operated to its full design life — not just its first few years in service.
💡 The design pressure is not the maximum operating pressure — it is the engineering margin above it. ASME BPVC requires the design pressure to exceed the maximum allowable working pressure (MAWP) of the system. A vessel rated for 15 bar design pressure may operate continuously at 12 bar — that 3-bar margin accounts for pressure transients, safety valve set points, and process upsets. Specifying the vessel correctly from the outset protects the entire system, not just the vessel itself.
How a Pressure Vessel Works
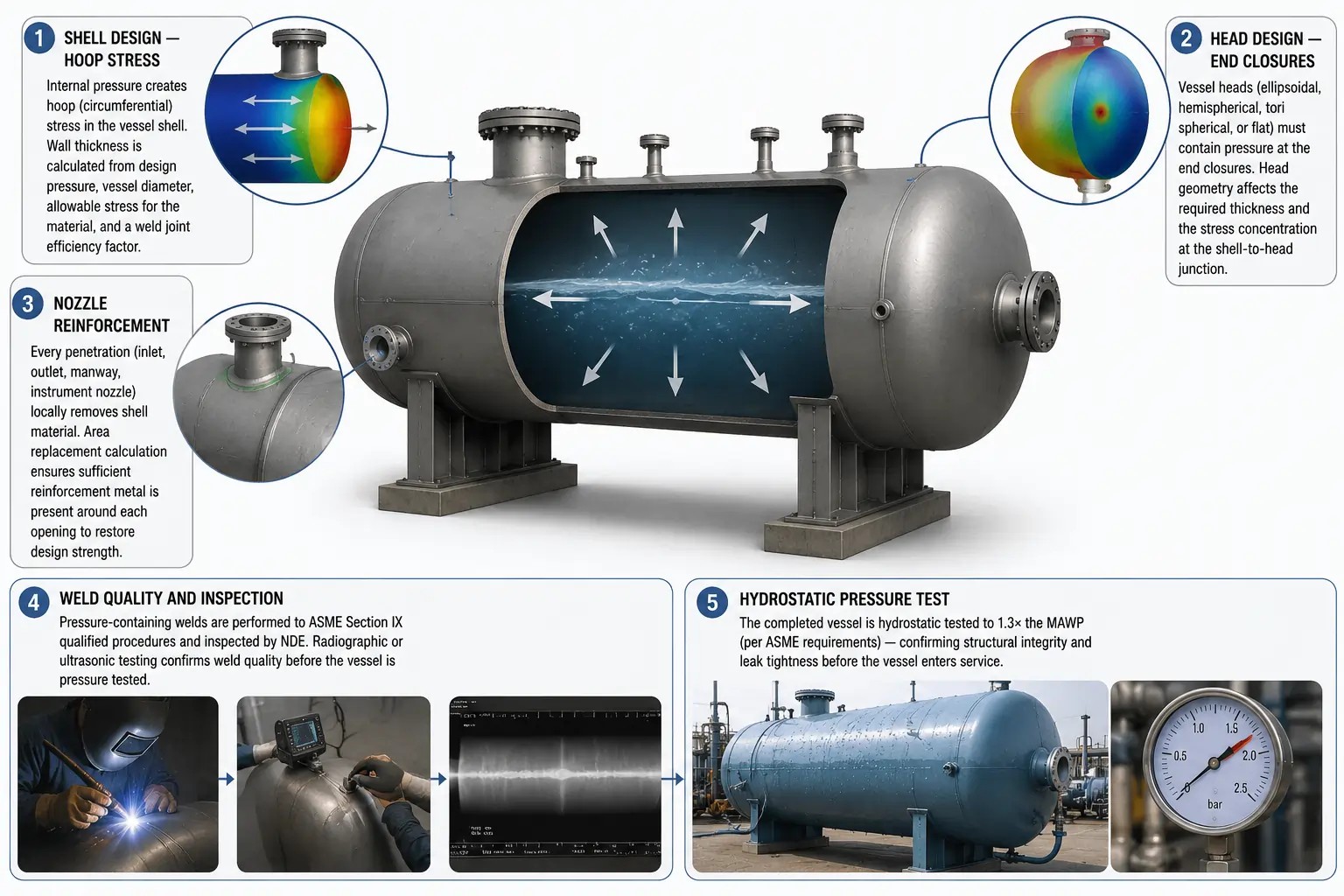
The function of a pressure vessel depends on its role in the process system, but the underlying engineering principle is consistent: the vessel must contain pressure differentials across its walls without yielding, cracking, or allowing fluid escape — through every operating cycle across its design life. Here is how the key forces and stresses are managed in a fabricated pressure vessel:
1
Shell Design — Hoop Stress
Internal pressure creates hoop stress in the shell. Wall thickness is calculated from design pressure, diameter, material allowable stress, and weld joint efficiency.
2
Head Design — End Closures
Vessel heads (ellipsoidal, hemispherical, torispherical, or flat) contain pressure at end closures. Head geometry affects required thickness and stress at the shell-to-head junction.
3
Nozzle Reinforcement
Every penetration removes shell material. Area replacement calculation ensures sufficient reinforcement metal restores design strength around each opening.
4
Weld Quality and Inspection
Pressure welds are performed to ASME Section IX qualified procedures and inspected by NDE. RT or UT confirms weld quality before pressure testing.
5
Hydrostatic Pressure Test
Completed vessel is hydrotested to 1.3× MAWP per ASME requirements — confirming structural integrity and leak tightness before service.
This sequence is not optional — it is the ASME Code pathway that transforms a fabrication drawing into a vessel whose Maximum Allowable Working Pressure (MAWP) is backed by calculation, material certification, weld qualification, and physical test evidence.
Types of Pressure Vessels We Manufacture
Pressure vessel geometry, orientation, and internal configuration are determined by the process duty. United Heat Exchangers manufactures the complete range of industrial pressure vessel types — designed to code, built to your specification.

Pressure vessels manufactured at our Coimbatore facility — from horizontal storage vessels to high-pressure reactors and jacketed process equipment.
Saddle-supported horizontal vessels for process liquid storage, gas-liquid separation, and system accumulators. Typical in oil and gas process skids, compressed air systems, and refinery applications.
- Horizontal cylindrical shell on two saddle supports
- Ellipsoidal or hemispherical heads standard
- Inlet diffusers, vortex breakers, and baffles as required
- Available in carbon steel, stainless steel, clad, and alloy
Skirt-supported or lug-supported vertical vessels for reactor service, surge drums, knock-out pots, and gas scrubbing. Vertical orientation makes efficient use of floor space in congested process areas.
- Skirt, lug, or bracket support configurations
- Internal trays, packing supports, or distributors as required
- Full-penetration nozzle welds with reinforcement pads
- Davit or manway access provisions for internals maintenance
Inlet cyclones, mesh pads, vane packs, and weir arrangements for separating gas from liquid — or for three-phase oil, water, and gas separation in upstream oil and gas and petrochemical service.
- Horizontal and vertical configurations available
- Inlet diverters and impingement baffles
- Mist eliminator pad or vane pack provisions
- Level instrument nozzles to customer P&ID layout
Vertical and horizontal air receivers for compressed air systems, hydraulic accumulators for pulsation dampening, and pressure buffer vessels for pneumatic control systems — built to ASME U-Stamp or IS 2825.
- Standard pressure ratings: 10, 16, 25, 40, 63 bar
- Full safety valve nozzle and drain provisions
- Painted and epoxy-lined internal options
- Fast lead time for standard capacity range
Jacketed and non-jacketed reactor vessels for chemical synthesis, hydrogenation, polymerization, and fermentation — with agitator openings, heating/cooling jacket circuits, and full internal surface finish as required.
- Dimple jacket, half-pipe jacket, or conventional jacket
- Agitator nozzle, seal housing, and baffles supplied
- 316L / 304L / Hastelloy / titanium lining options
- Mirror-finish (Ra 0.4 µm) for pharmaceutical applications
Liquid knock-out drums for flare system protection, suction scrubbers ahead of compressors, and wet gas scrubber vessels for gas treatment plants — sized for droplet settling velocity at the design vapor throughput.
- Knock-out velocity calculation per API 12J / GPSA
- Mist eliminator, inlet nozzle, and liquid boot provisions
- Compatible with H₂S, CO₂, and sour service requirements
- NACE MR0175 / ISO 15156 compliance available
Shell and tube heat exchangers are classified as pressure vessels under ASME BPVC. United Heat Exchangers manufactures shell and tube, double pipe, and shell and coil units under the same U-Stamp scope as our stand-alone process vessels.
- TEMA R, C, and B construction standards
- HTRI thermal design — written performance guarantee
- Fixed tubesheet, floating head, and U-tube configurations
- Combined pressure vessel + thermal performance documentation
Vessels for high-pressure autoclave, hydrogenation, gas compression, and supercritical fluid applications — requiring thick-wall forged or rolled construction, specialized weld procedures, and post-weld heat treatment.
- Design pressures from 100 to 300+ bar
- Forged heads and necks for extreme pressure ratings
- Full radiographic examination (100% RT) of all seams
- PWHT and hardness testing included as standard
Industries and Applications
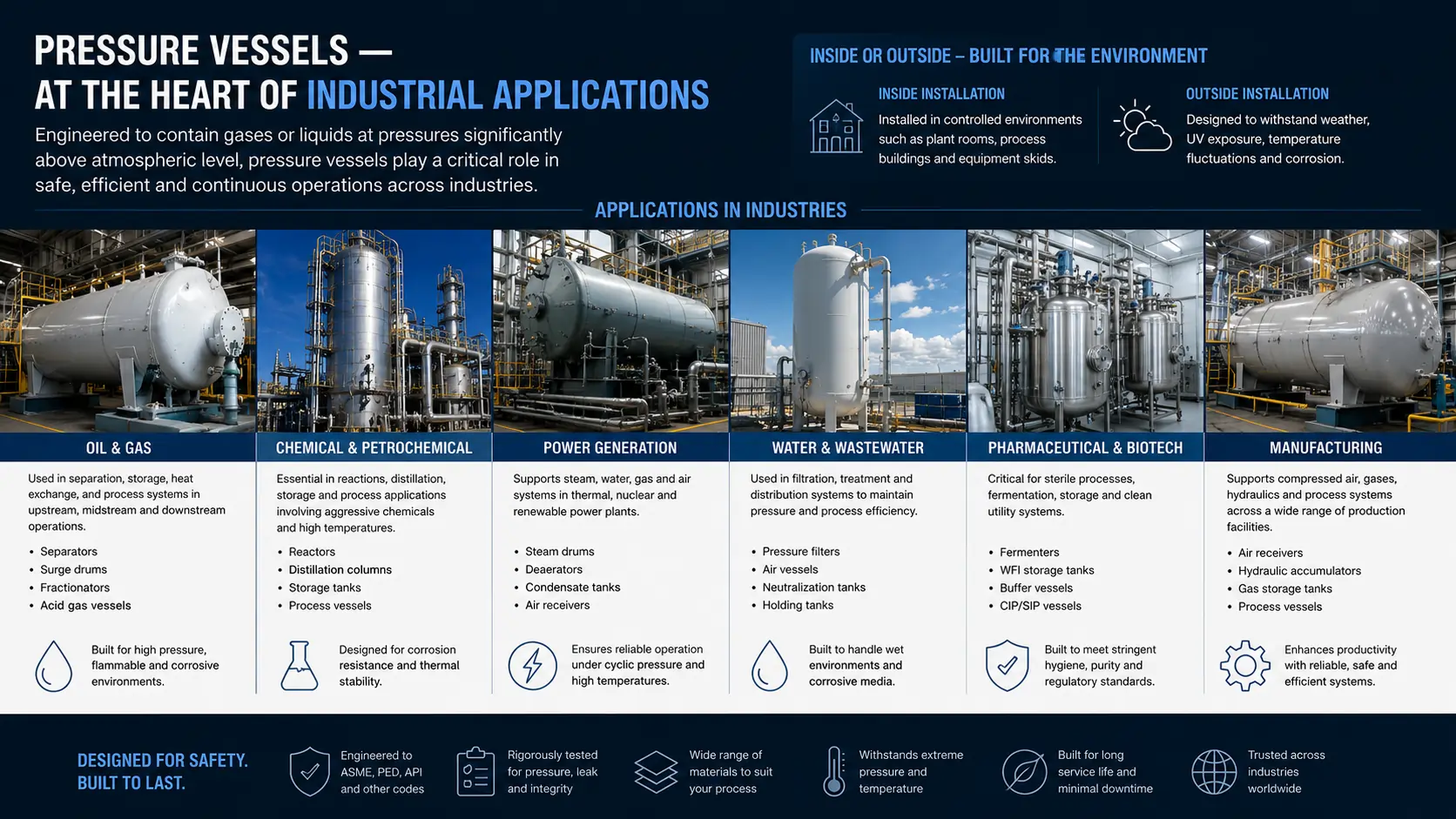
Pressure vessels are integral to nearly every sector that handles fluids under pressure. The engineering requirements — design pressure, temperature, material compatibility, code compliance, inspection level — vary significantly between industries. United Heat Exchangers has designed and fabricated vessels for all of the following service environments:
Oil & Gas — UpstreamPetrochemicalChemical ProcessingPharmaceuticalPower GenerationFood & BeverageCompressed Air SystemsHVAC & RefrigerationOffshore & MarineWater TreatmentFertilizer PlantsPulp & Paper
| Industry | Typical Vessel Type | Key Design Requirements |
|---|
 Oil & Gas — Upstream Oil & Gas — Upstream | Separators, knock-out drums, slug catchers | NACE MR0175 sour service, H₂S compatibility, ASME VIII Div. 1 |
 Petrochemical Petrochemical | Reactors, flash drums, stripper vessels | High temperature, cycling service, alloy lining, PWHT |
 Chemical Processing Chemical Processing | Jacketed reactors, storage vessels, mixers | Corrosion-resistant lining, material certification, CRN registration |
 Pharmaceutical Pharmaceutical | Bioreactors, pressure filter vessels, autoclaves | 316L SS, mirror finish Ra ≤ 0.4 µm, crevice-free design, passivation |
 Power Generation Power Generation | Deaerators, surge drums, condensate vessels | High-temperature carbon steel, ASME VIII, SA-516 Gr. 70 material |
 Food & Beverage Food & Beverage | Pressure cookers, storage tanks, fermentation vessels | FDA-compliant materials, sanitary fittings, electropolish finish |
 HVAC & Refrigeration HVAC & Refrigeration | Refrigerant receivers, surge drums, chilled water accumulators | Low-temperature rated steel, ASME B31.5 compatible flanging |
Key Engineering Benefits of a Correctly Specified Pressure Vessel
A pressure vessel that is properly designed, built to code, and correctly specified for its process duty delivers benefits that extend far beyond basic containment. The engineering value is realized across the vessel's full operating life.
01Inherent Structural Safety
ASME Code calculation methods build a defined safety margin into every component — shell, heads, nozzles, and supports. This margin accounts for material variation, fabrication tolerances, and the cyclic stresses of real operating conditions. A well-designed vessel has limits built into the metal, so it doesn't depend on the operator staying within them.
02Long Design Life — 20 to 30+ Years
Correct corrosion allowance specified at design stage means the vessel retains adequate wall thickness through multiple inspection cycles. A vessel specified with a 3 mm corrosion allowance for a 1 mm/year corrosion rate is designed for at least three years of corrosion-free service — but a vessel specified with 6 mm doubles that interval without any change in operating conditions.
03Regulatory and Insurance Compliance
ASME U-Stamp documentation is required by most insurance policies for pressurized process equipment and by statutory regulations in many operating jurisdictions. A vessel supplied without proper certification creates a gap in the facility's compliance record — one that becomes expensive to close retrospectively.
04Reduced Maintenance Burden
A vessel engineered for the actual process duty — correct material, correct surface preparation, correct nozzle layout — requires less unscheduled maintenance than one that was under-specified and is being patched to compensate. The engineering cost at design stage is always less than the maintenance cost correcting a deficient vessel in service.
05Process Efficiency and Reliability
A separator vessel correctly sized for the design vapor throughput and droplet settling velocity will achieve its separation efficiency consistently. An undersized vessel — common where cost pressure drove the specification — carryovers liquid, contaminates downstream equipment, and forces the process to operate below capacity. Sizing correctly from the beginning is the economical choice.
06Documented Traceability for Inspection
Every ASME U-Stamp vessel is supplied with a Manufacturer's Data Report (MDR), material test reports (MTRs), weld records, NDE inspection reports, and hydrostatic test certificate. This documentation package makes the next inspection interval straightforward — the inspector has a complete baseline to compare against measured wall thickness and weld condition findings.
Materials — Choosing Right for Your Process
Material selection for a pressure vessel is not a procurement decision — it is a design decision that determines corrosion allowance, inspection frequency, service life, and total lifecycle cost. The wrong material choice is often invisible until the vessel is already in service and corrosion damage forces an early replacement or unplanned repair.
Standard Carbon Steel — SA-516 Gr. 70
ASTM A516 Grade 70 is the workhorse material of pressure vessel fabrication for moderate-temperature, non-corrosive, and mildly corrosive service. It combines good weldability, high tensile strength (485 MPa minimum), and competitive cost for service conditions where the process fluid does not attack carbon steel. Applications include compressed air receivers, steam drums, water vessels, and most utility service vessels operating below 425°C.
Austenitic Stainless Steel — 304L / 316L
316L (low carbon) stainless steel provides excellent resistance to chlorides, acids, and a wide range of organic chemicals that would corrode carbon steel. The low carbon content prevents sensitization at weld heat-affected zones — critical for vessels that will see aqueous chloride environments or cyclic temperature conditions. 304L is the standard choice for vessels where chloride content is low; 316L adds molybdenum for enhanced pitting resistance in higher-chloride environments.
Duplex and Super Duplex Stainless Steel
For seawater service, chloride-rich process fluids, or applications where 316L would suffer stress corrosion cracking, duplex (2205) and super duplex (2507) stainless steels offer a step-change improvement in corrosion resistance combined with approximately twice the yield strength of austenitic grades. This higher strength allows reduced wall thickness — an important advantage in large-diameter offshore vessels where weight is constrained.
Titanium Grade 2 and Grade 12
Titanium offers near-immunity to chloride pitting and crevice corrosion — making it the premium choice for seawater-wetted surfaces and highly aggressive halide environments. Grade 2 is the standard commercial-purity titanium used in heat exchanger tubes and vessel linings. Grade 12 (titanium-molybdenum-nickel) extends resistance to reducing acid environments where Grade 2 would corrode. The material cost premium is recouped through extended inspection intervals and elimination of cathodic protection requirements.
Alloy Steels — Cr-Mo for High Temperature
Chromium-molybdenum alloy steels (P11, P22, P91) are specified for high-temperature service above the creep threshold of carbon steel — typically above 450°C. These materials resist hydrogen attack (Nelson Curve compliance) for hydro processing applications and retain creep strength at elevated temperatures where carbon steel has exhausted its allowable stress. PWHT is mandatory for all Cr-Mo pressure vessel welds.
Clad and Weld Overlay Vessels
Where a corrosion-resistant alloy is required on internal wetted surfaces but not in the structural shell, roll-bonded cladding or weld overlay provides the corrosion protection of the alloy at a fraction of the cost of solid alloy construction. Stainless, Inconel, and Hastelloy overlays are applied by qualified welders and tested for bond integrity and overlay composition before the vessel is pressure tested.
| Material | Typical max. temp. | Best for | Avoid when |
|---|
| SA-516 Gr. 70 | 425°C | Air, water, steam, non-corrosive gas | Chloride environments, strong acids |
| 316L Stainless Steel | 870°C (intermittent) | Chemicals, pharmaceuticals, food grade | High-chloride stress corrosion cracking risk |
| Duplex 2205 | 300°C | Seawater, chloride-rich, offshore | Cryogenic service (use austenitic below −50°C) |
| Titanium Gr. 2 | 315°C | Seawater, halide, aggressive oxidising acids | Reducing acid environments (use Gr. 12) |
| P22 (2.25Cr-1Mo) | 620°C | Hydroprocessing, high-temp steam | Wet H₂S (susceptible to SSC without PWHT) |
| Hastelloy C-276 | 1,038°C | Highly corrosive acids, mixed acid systems | Budget-constrained utility service |
SA-516 Gr. 70Max 425°C
Best forAir, water, steam, non-corrosive gas
Avoid whenChloride environments, strong acids
316L Stainless SteelMax 870°C
Best forChemicals, pharmaceuticals, food grade
Avoid whenHigh-chloride stress corrosion cracking risk
Duplex 2205Max 300°C
Best forSeawater, chloride-rich, offshore
Avoid whenCryogenic service (use austenitic below −50°C)
Titanium Gr. 2Max 315°C
Best forSeawater, halide, aggressive oxidising acids
Avoid whenReducing acid environments (use Gr. 12)
P22 (2.25Cr-1Mo)Max 620°C
Best forHydroprocessing, high-temp steam
Avoid whenWet H₂S (susceptible to SSC without PWHT)
Hastelloy C-276Max 1,038°C
Best forHighly corrosive acids, mixed acid systems
Avoid whenBudget-constrained utility service
Inspection, Testing, and Code Compliance
A pressure vessel is only as reliable as the inspection behind its certification. At United Heat Exchangers, inspection is not a final gate before shipment — it is a continuous process integrated into every fabrication stage, from incoming material verification through final hydrostatic test.
ASME BPVC Section VIII Division 1 — What It Requires
ASME Section VIII Division 1 is the world's most widely recognized code for the design and fabrication of unfired pressure vessels. Its requirements govern wall thickness calculation methodology, allowable stress values by material and temperature, weld joint efficiency categories, non-destructive examination methods, and the hydrostatic test protocol. Every U-Stamp vessel must be designed, fabricated, and inspected in accordance with this code and reviewed by an ASME-authorized Inspector before the Manufacturer's Data Report is signed.
01
Incoming Material Verification
Every plate, pipe, flange, and fitting entering the pressure boundary is verified against its mill test report. Material grade, heat number, and mechanical properties are checked against the purchase order and ASME material specification before any fabrication begins.
02
Weld Procedure and Welder Qualification
All pressure welds are made to ASME Section IX qualified Weld Procedure Specifications (WPS). Every welder performing pressure welds holds a current performance qualification test record for the applicable process, position, and material group. Qualification records are maintained and available for review.
03
Visual and Dimensional Inspection
In-process visual inspection of all weld joints — root pass, fill passes, cap pass — before the joint is accepted for NDE. Dimensional checks at key stages confirm that shell roundness, head-to-shell alignment, and nozzle orientation remain within code tolerances as fabrication progresses.
04
Non-Destructive Examination (NDE)
Radiographic testing (RT), ultrasonic testing (UT), liquid penetrant testing (PT), and magnetic particle testing (MT) are applied as required by the ASME Code joint category and customer specification. All NDE is performed by qualified Level II or Level III technicians to ASNT SNT-TC-1A.
05
Post-Weld Heat Treatment (PWHT)
Where ASME Code or material specification requires post-weld heat treatment — thick-section carbon steel, Cr-Mo alloys, or customer-specified stress relief — controlled furnace PWHT is performed to documented time-temperature charts with thermocouple records retained in the quality record package.
06
Hydrostatic Pressure Test
The completed vessel is hydrostatically tested to 1.3× MAWP (or as specified by the applicable code edition). Test pressure is held for a minimum duration while the vessel is inspected for leaks at all joints, nozzles, and closures. Test records are signed by the Authorized Inspector.
💡 Third-party witness inspection is available for all pressure tests. If your quality plan requires independent third-party witness of the hydrostatic test, NDE, or PWHT, we coordinate with your nominated inspection authority — TÜV, Bureau Veritas, Lloyd's, SGS, or any agency you specify. Test procedures and hold points are agreed in the Inspection and Test Plan (ITP) before fabrication begins.
Discuss Your Pressure Vessel Requirement with Our Engineers
Share your process duty, design pressure and temperature, fluid, material preference, and applicable code — our team will provide technical guidance and a budgetary proposal within 48 hours.
Request My Free Quote →Why United Heat Exchangers for Pressure Vessels
The difference between a certified pressure vessel manufacturer and a general fabricator isn't just a stamp on a nameplate — it's the engineering depth behind the vessel, the correct application of code calculation methods, the material selection discipline, the weld inspection rigor, and the documentation trail that gives you confidence across the vessel's full operating life.
35+ Years of Code-Compliant Manufacturing
Established in 1989. Pressure vessels aren't a side business — they're a core capability built on decades of process industry experience.
ASME U-Stamp Certified
Independently audited by the Authorized Inspection Agency. This certification is required for vessels in most international industrial and offshore environments.
In-House Engineering — Not Just Fabrication
We size and engineer the vessel for your duty — design pressure, temperature, corrosion allowance, nozzle loads, support design. You get a vessel correct for the application, not a fabrication to minimum dimensions.
Right Material, Correctly Specified
We recommend material based on process fluid, temperature, corrosion rate, and inspection interval — accounting for total lifecycle cost, not just procurement price. A duplex vessel with a 25-year inspection interval often costs less than a carbon steel vessel replaced at year 10.
Complete Documentation Package
Every vessel ships with full ASME documentation — MDR, material certs, weld records, NDE reports, PWHT charts, hydrotest certificate — ready for your quality register and inspection authority.
Replacement and Re-Rating Support
When a vessel reaches end of life or needs re-rating, we assess condition data and either design a direct replacement or evaluate for re-certification — minimizing downtime and capital expenditure.
48 hrsBudgetary proposal from your process duty, design pressure, and fluid details
3–6 wksStandard carbon steel and stainless steel vessels, air receivers, separators
6–12 wksAlloy, clad, high-pressure, and reactor vessels with PWHT and full NDE
On requestEmergency schedule for vessel replacement during planned shutdown or turnaround
What's Included with Every Pressure Vessel Order
- ASME U-Stamp Manufacturer's Data Report (MDR) — signed by the ASME Authorized Inspector, listing design conditions, materials, and test results
- Material Test Reports (MTRs) — mill certifications for all pressure-containing components, traceable to heat and lot numbers
- Weld procedure specifications and welder qualification records — all ASME Section IX qualified, available for customer and inspector review
- NDE inspection reports — RT, UT, PT, and MT reports as applicable to the joint category and code requirements
- PWHT records — time-temperature charts with thermocouple identification for all heat-treated vessels
- Hydrostatic test certificate — test pressure, hold duration, inspector signature, and leak-free confirmation
- Dimensional inspection report — shell roundness, nozzle orientation, and overall dimensions verified against the approved drawing
- Operation and maintenance guidelines — inspection intervals, allowable degradation limits, and re-inspection criteria
- Lifetime technical support — re-rating, fitness-for-service assessment, and replacement vessel design throughout the vessel's service life
Get a Free Pressure Vessel Quote in 48 Hours
Provide your design pressure and temperature, process fluid, vessel volume or dimensions, applicable code, and delivery requirement — and our engineering team will size the right vessel and return budgetary pricing within 48 hours.
Request My Free Quote →
Frequently Asked Questions
What is a pressure vessel?
A pressure vessel is a closed container designed to hold fluids — gas or liquid — at a pressure significantly above or below atmospheric pressure. The vessel must contain that pressure safely through every operating cycle across its design life, without yielding, cracking, or leaking. Pressure vessels are classified under engineering codes — most commonly ASME BPVC Section VIII — which define the design, material, fabrication, inspection, and testing requirements that must be met before the vessel is placed in service.
What is ASME U-Stamp and why does it matter?
The ASME U-Stamp is a certification mark stamped on pressure vessels that have been designed, fabricated, inspected, and tested in accordance with ASME Boiler and Pressure Vessel Code Section VIII Division 1. The stamp is issued only by manufacturers who hold a current ASME Certificate of Authorization — awarded after an independent audit of the manufacturer's quality program by an Authorized Inspection Agency. Most process industries, insurance underwriters, and statutory regulations require U-Stamp certification for vessels operating above a minimum pressure or volume threshold. A vessel without a U-Stamp may not be legally insurable or operationally compliant in the facility where it will be installed.
How long does it take to manufacture a custom pressure vessel?
Lead times depend on vessel complexity, material availability, and inspection requirements. Standard carbon steel and stainless steel vessels — air receivers, separators, storage vessels — typically deliver in 3–6 weeks from order. Alloy, clad, high-pressure, and reactor vessels requiring PWHT and full radiographic examination require 6–12 weeks. For emergency replacement during a planned shutdown or turnaround, contact our engineering team to discuss expedited scheduling. We provide a budgetary proposal within 48 hours of receiving your design pressure, temperature, fluid, and delivery requirement.
What design pressure should I specify for my pressure vessel?
The design pressure should be set above the maximum allowable working pressure (MAWP) of the system in which the vessel will operate — typically 10% above the MAWP or the set pressure of the relief device, whichever is higher. This margin accounts for pressure transients, pressure surges, and safety valve set-point variation. The wall thickness calculation is driven by the design pressure and design temperature, so accurately defining it from the start prevents expensive redesign later on.
How can I select the best material for my pressure vessel?
Material selection depends on five factors: the process fluid and its corrosivity, the operating temperature range, the required corrosion allowance and inspection interval, the mechanical properties required at operating temperature, and the total lifecycle cost. Carbon steel (SA-516 Gr. 70) is correct for a wide range of moderate-temperature, non-corrosive services. Stainless steel, duplex, titanium, or alloy materials are required where the process fluid would corrode carbon steel at an unacceptable rate. Our engineering team evaluates all five factors and recommends material based on the total cost of ownership, not just the material procurement price.
What is post-weld heat treatment (PWHT) and when is it required?
Post-weld heat treatment (PWHT) involves heating the fabricated vessel to a controlled temperature — typically 595°C to 620°C for carbon steel — holding at that temperature for a specified time proportional to the vessel wall thickness, and then controlled cooling. PWHT relieves residual stresses introduced by welding, reduces hardness in heat-affected zones, and improves resistance to stress corrosion cracking. ASME Code mandates PWHT for vessels above certain wall thickness thresholds and for all Cr-Mo alloy steel vessels. Some services — wet H₂S, hydrogen, caustic — require PWHT regardless of wall thickness as a process safety requirement.
What NDE methods are used on pressure vessels?
The ASME Code requires non-destructive examination of pressure-containing welds based on the weld joint category (A, B, C, D) and the degree of examination selected (Full RT, Spot RT, or none). Radiographic testing (RT) uses X-ray or gamma radiation to detect internal weld defects. Ultrasonic testing (UT) uses sound waves and is particularly effective for thick-section welds. Liquid penetrant testing (PT) detects surface-breaking defects in non-magnetic materials. In ferromagnetic materials, magnetic particle testing (MT) finds surface and near-surface flaws. The inspection plan for each vessel is determined during the design review stage and documented in the Inspection and Test Plan (ITP).
Can United Heat Exchangers manufacture a replacement pressure vessel to match an existing unit?
Yes. For vessel replacement during a planned shutdown or turnaround, provide us with the existing vessel's dimensional drawing, nozzle schedule, design conditions, and operating history. We fabricate the replacement to match the nozzle layout and connection dimensions exactly — minimizing installation time and avoiding modification to existing process piping. If the original design documentation is unavailable, our engineers can develop design calculations from dimensional survey data and operating pressure-temperature history.
What is the difference between a pressure vessel and a storage tank?
The distinction is primarily one of operating pressure. Storage tanks (API 650, API 620) are designed for low-pressure or atmospheric-pressure service — typically below 17.2 kPa (2.5 psi) gauge for API 650 tanks. Pressure vessels (ASME Section VIII) are designed for service above 15 psi (approximately 1 bar) gauge. Where a storage vessel must operate at elevated pressure — for volatile liquids, compressed gas, or pressurized process fluids — ASME Section VIII applies, and the vessel must be ASME-certified rather than designed and fabricated to storage tank codes.
Author: Senthil Kumar, Technical Director — United Heat Exchangers Pvt. Ltd. | Last Updated: May 2026